
Недавние исследования и производственный опыт показали, что обедненный уран (DU) и сплавы вольфрама (WA) являются великолепными материалами для применения в противотанковых снарядах. Данные материалы могут быть использованы для создания уникальных комбинаций с механическими свойствами, которые позволяют снарядам адекватно отвечать условиям эксплуатации.
С практической точки зрения, каждый материал обладает преимуществами и недостатками. Если обзор был подготовлен в данном ключе, тогда докладчик пришел бы к выводу, что продуктивность материалов является по большей части равной. Тем не менее, одним из основных недостатков DU выступает нехватка технологий его производства. Представляется возможным, что DU, в конечном счете, может рассматриваться как более производимый материал, чем WA, когда будет приобретена достаточная база.
Статья представляет собой перевод “A Comparison of the advantages and disadvantages of depleted uranium and tungsten alloy as penetrator materials” Tank Ammo Section Report №107, от июля 1986 года
Проводилось сравнение эквивалентной стоимости DU и WA боеприпасов (XM774 применялся в качестве оценки). Если брать во внимание срок службы большого количества снарядов, тогда обнаруживается примерно одинаковая стоимость (DU снаряды обходятся на 1% дешевле).
Рассматривая значительные различия в материальных затратах на сырье, можно обнаружить, что DU приблизительно в 10-30 раз дешевле – этот результат требует дальнейшего объяснения. Основной вклад в равенство стоимости вносит факт того, что сравнение производится на целых боеприпасах и общепринятых снарядах, где стоимость сердечника составляет максимум 1/3 от общей. Во-вторых, при анализе срока службы обращаются к стоимости или значению разоружения. WA сердечник имеет значительную стоимость лома, в то время как DU требует нарицательную стоимость для очистки. Если брать во внимание первоначальную стоимость, то DU снаряды на 7% дешевле, в общем, благодаря тому, что сердечник DU на 44% дешевле.
Возможно, заинтересованные лица будут полагаться больше на многомиллионные различия в стоимости, чем на теоретически вычисленную компенсацию за 20-30 лет. Реально, различия в первоначальной стоимости дают обедненному урану активный баланс.
Когда сравнивалась присущая проникающая способность двух материалов, DU выступал не только лучшим бронебойным пенетратором, но, фактически, был необходим для пробития современных целей.
Наконец, при сравнении материалов на предмет безопасности использования, экологической безопасности, очевидно, что WA может представлять угрозу, подобно любым другим металлам, в то время как DU требует специального анализа.
Если для производства WA необходим специальный контроль, то для DU каждый этап в цепи его использования должен проверяться при любых наихудших условиях, включая его экологическую безопасность и безопасность эксплуатации. В качестве испытательного образца, содержащего DU, применялся 105-мм XM774, первый армейский противотанковый снаряд. Очевидно, что результаты специальных исследований и тестов, проведенных с XM774, далее будут причисляться к DU снарядам.
В таблице 1 составлена сводка на основе преимуществ и недостатков DU и WA. Присущая DU эффективность по сравнению с WA, смежная с минимальной стоимостью, которая более чем компенсирует требования к экологической безопасности и безопасности использования, дает ему общее превосходство. На основе опыта производства обоих материалов выяснилось, что область данных преимуществ не так обширна, как ожидалось.
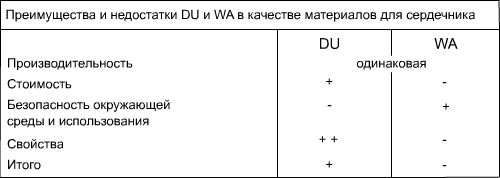
Таблица 1.
Вольфрам
В конце 1950-х годов первичным материалом, используемым в качестве создания кинетической угрозы, подкалиберного снаряда, выступал карбид вольфрама. Его колоссальная твердость (Rc 55+) представляла сложности для обработки и была сопряжена с относительно высокой плотностью (примерно 13 г/см3), что позволяло упаковывать его в малый объем и, по сравнению с ближайшим конкурентом – высокоуглеродной статью, обеспечивать квантовый скачок в проникающей способности против единичного слоя брони. Первым образцом являлся разработанный в Великобритании снаряд M392.
Во время прихода к пространственным бронированным целям, таким как НАТО «средняя двойная» и «тяжелая тройная» (medium double – наклон 60°/ 1-ая пластина — 40 мм/воздушное пространство — 150 мм/2-ая пластина — 90 мм; heavy triple — наклон 65°/ 1-ая пластина — 10 мм/воздушное пространство — 330 мм/2-ая пластина — 25 мм/ воздушное пространство — 330 мм/ 3-ая пластина 80 мм) (Circa 1960) быстро обнаружилось, что сердечник карбида вольфрама восприимчив на разлом даже против тонкой (10 мм) фронтальной пластины и может быть неэффективен против оставшихся в пространственном ряду пластин.
Великобритания, одной из первых отреагировала на данную проблему разработкой снаряда L52 (M728), в котором на замену пришел сердечник карбида вольфрама и баллистический колпачок из 93% вольфрама/7% связующего сплава вольфрама (WA) схожей геометрии, но более тяжелый, благодаря высокой плотности WA (17 г/см3). Параллельно, в те же 1965-1972 годы, в США были проведены работы по программе разработки152 мм снаряда XM578 для поддержки танка MBT-70. В программе использовался 97,5% вольфрам/2,5% связующего сплава вольфрама (плотность 18,5 г/см3). Сердечник был заключен в клиновидный кожух из мартенситно-стареющей стали для поддержки в стволе при высоком ускорении в 152 мм орудии.
С завершением программы MBT-70 и началом программы по созданию XM-1 танка, возникла необходимость в создании современных 105 мм противотанковых кинетических снарядов. Арсенал в Пикатинни, ответственный за выполнение данной задачи, обратился к технологии, используемой в программе 152 мм орудия – в особенности, к идее подкалиберного снаряда – и, посредством введения седловидного поддона, приспособил его к 105 мм орудию. Из всех доступных материалов вновь был избран 97,5% вольфрамовый сплав. Однако, теперь, разработанный в Пикатинни, процесс обжимки, или, другими словами, радиальной холодной запрессовки, привел к усовершенствованию механических свойств сердечника и бронепробиваемости.
Непосредственное приспособление XM578 кожух/сердечник, как известно, было менее эффективно по сравнению с монолитным сердечником из вольфрамового сплава той же массы (и меньшего диаметра). Первыми шагами в данном эволюционном процессе были XM735E1 и XM735E2, у которых возрос объем вольфрама, что привело к расходу мартенситно-стареющей стали. Окончательный результат исследования по проекту XM735, обозначаемый M735, содержал примерно на 450 г больше WA сердечника, чем первоначальный вариант XM735.
В 73-74 финансовом году проводилось параметрическое исследование для определения работоспособности семейства константной массы (8 фунтов, 3,63 кг) сердечников, созданных как из 97,5% сплава вольфрама, так и сплава обедненного урана с 3/4 % по массе титана.
Рассматривались следующие особенности разработки:
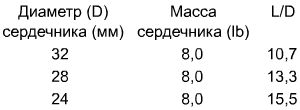
Данные пенетраторы оценивались при столкновении с одиночными и тройными целями. Пенетратор диаметром 28 мм был выбран в качестве наиболее привлекательного кандидата для дальнейших работ, и он, в конечном счете, стал использоваться в XM774 – изначально производимых как из вольфрамового сплава WA, так и из обедненного урана DU. Пенетратор диаметром 24 мм, как оказалось, являлся наиболее эффективным против пространственных рядов бронированных мишеней и лишь незначительно против монолитных целей. Особая эра бронирования, сопряженная с превосходством монолитных целей в купе со сложностью адаптации раннего поколения поддонов, определила в качестве подходящего снаряда — очень длинный, тонкий сердечник диаметром 28 мм. Вторая исследовательская программа в 76 финансовом году проводилась с использованием сердечником диаметром 26 мм, который создавался как из WA, так и DU, и был признан более совершенным, чем родительский 28 мм. Конфигурация XM774, формально измененная под 26 мм, остается и на сегодня.
Когда окончательные серии были назначены на трехступенчатые огневые испытания на декабрь 1977 год, лаборатория баллистических исследований (Ballistic Research Laboratories) загрузило программу дальнейшим изучением возможностей 105 мм орудия M68. Их обзор из исследования арсенала в Пикатинни утверждал, что оригинальная 24 мм геометрия, модифицированная при увеличении отношения длины/диаметра с 15,5 до 18, может быть ключевым функциональным моментом. Эта идея позднее была воплощена в сердечниках для 105 мм снаряда XM833 и 120 мм снаряда XM829.
Испытания версии XM829 с вольфрамовым пенетратором (в данном случае 90% сплава), проводившиеся в июле 1979 года в Германии, продемонстрировали, что, несмотря на редкие случаи излома сердечника при высоких температурах, наблюдается впечатляющая проникающая способность.
Обедненный уран
Доступность обеденного урана (DU), возросшая в течение 1950-х годов, привела к мысли о его использовании для программ, проводившихся комитетом неатомной энергетики (non-Atomic Energy Commission) (сейчас, Department of Energy).
Атомные реакторы ранних версий требовали стержни из обедненного урана в качестве топлива. Некоторые производственные мощности были преобразованы для удовлетворения требованиям высокой грузовместимости DU стержней, необходимых для создания материалов военного назначения и для только, что появившегося коммерческого сектора электротехнической промышленности. Второе поколение реакторов, построенных в конце 1950-х начале 1960-х годов, не могли использовать DU в качестве топлива, и, таким образом, материал стал доступен для альтернативной эксплуатации.
Все три вида вооруженных сил приступили к экспериментам с материалом военного применения. Начало армейской работы было учреждено центром изучения материалов и механизмов армии США (US Army Material and Mechanics Research Center), Уотертаун, Миннесота. Обширные исследования проводились на разработках сплавов, а также механических и химических свойствах различных композиций для военного применения.
Одним и первых армейских приложений DU был баллистический разновес внутри округлого снаряда для боеголовки ракеты Дэви Крокет. В начале 1960-х годов по программе разработки 105 мм и 120 мм снарядов Delta APFSDS проводились испытания, в которых принимали участие 4 сплава «U_Quad». Программа Delta (которая, в конечном счете, расширилась до разработок 152 мм снаряда XM578), выбрала вольфрамовые сплавы в качестве материала для пенетратора.
DU кандидаты к тому времени имели две характерные проблемы: новизна и сложности в разбросе характеристик и непоследовательности при составлении различных сплавов. Непосредственное сравнение DU и WA показало, что сердечник из WA, по крайне мере, равносилен по проникающей способности. При использовании имеющихся на данном этапе требований к мишени (6 дюймов брони под углом 60 градусов) была очевидной эквивалентность характеристик DU и WA.
Отсутствие интереса у сухопутных войск по отношению к разработкам DU 1960-х годов не было типичным для других родов войск. При создании противоракетных снарядов для судовой системы Phalanx изначально рассматривался широкий спектр материалов и, в итоге, выбрали сплав U-2Mo. Военно-воздушные силы по программе GAU-8A, избравшие сплав U-3/ATi, разрабатывали скоростную авиационную пушку для самолета A-10 под малый калибр для уничтожения танков в верхушку башни.
AF GAU-8A была полностью закончена в конце 1970-х годов и поступила на вооружении войск НАТО в Европе в 1978 году. Программа PHALANX испытала серии финансовых и административных проблем, и начало производства оттянулось вплоть до 1979 года.
Заинтересованность сухопутной армии в обеденном уране вновь возникла в 1973 году. В попытке полностью раскрыть огневые возможности 105 мм танковой пушки пересматривались все проектировочные решения. По сравнению с ранними экспериментами с обедненным ураном изменилось несколько факторов. Требовалось пробивать тяжелую, монолитную цель при номинальных расстояниях, выделявшихся по стандартам НАТО для уничтожения широкого спектра целей, включающих тяжелый тройной пространственный ряд (heavy triple spaced array), а также были внесены поправки, касающиеся разработок намного большего комплекса и характеристик целей, которые только что появлялись на горизонте. Исследования в области технологий производства сплавов с DU также продвинулись, особенно, в лабораториях департамента энергетики (DOE).
Научно-исследовательская программа “Раскрытие потенциала” для 105 мм орудия, приведшая к созданию боеприпаса XM774, изучила все варианты и требования и выбрала сплав U-3/4Ti для материала сердечника. Основываясь на полевых испытаниях, исследователи определили необходимость DU для удовлетворения всем критериям.
XM774 создал прецедент в области танковых боеприпасов, такой, что все основные разработки последовали в обозначенном ключе (т.е. 105 мм XM833 и 120 мм XM829).
Обзор исторической эволюции данных материалов для использования в боеприпасах представлен в таблице 2.
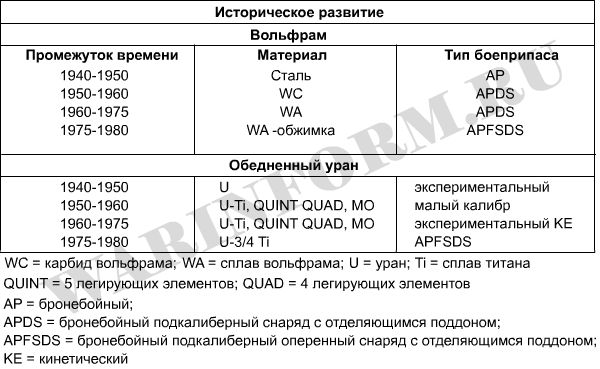
Таблица 2.
Производство и продуктивность
Как DU, так и WA предлагаются в качестве материалов для сердечника, благодаря обширному спектру механических и физических свойств. В отличие от большинства традиционных металлов, данные сплавы могут быть приведены к высокой прочности, твёрдости, а также высокой пластичности, которые недостижимы для иных сплавов. Оба материала требуют непрестанного контроля во время массового производства пенетраторов потому, что при создании вариаций каждый обладает особыми свойствами и чувствительностью.
До сих пор, сплавы вольфрама производились в больших количествах; в то время как, опыт со сплавами DU, созданных по строгим требованиям XM774, всё ещё отрабатывается. Кратко отметим каждый производственный процесс для освещения их различий.
Создание сердечника на основе сплава вольфрама начинается с аммония паравольфрамата (APT) и основных порошков железа и никеля. APT окисляется и затем преобразовывается до порошкообразного вольфрама. Порошки смешиваются в соответствующих пропорциях и позднее гидростатически прессуются в цилиндрические заготовки. Каждая заготовка спекается в атмосфере водорода при температуре близ точки плавления сплава. Каленный сердечник несколькими методами подвергается дополнительной температурной обработке. В дальнейшем диаметр болванки механически уменьшается на радиально-обжимной машине. Степень снижения площади, составляющая примерно 12-25%, зависит от проекта и состава сплава. Затем штамповочный бланк подвергается фрезерованию. Критическими шагами, дающими представление о производственном процессе, являются спекание, горячая обработка и обжимка. Характеристики сердечника определяются, в первую очередь, условиями обжимки.
Физические характеристики DU и WA
Обедненный уран, обычно доставляется предприятиями в виде UF4 (зеленая соль). UF4 смешивается с магнием и нагревается до спонтанной экзотермической реакции, которая сопровождается выделением дерби и флорида магния. [Дерби — промежуточный элемент массой больше 45 кг первичного металла, созданного «бомбовым» методом (типа восстановления магнием урана из тетрафлюорида урана).] Дерби загружается в вакуумную печь с титаном (0,75%), плавится и приводится к цилиндрическому слитку. Болванки вытягиваются и сворачиваются в стержень. Затем из стержня вырезается форма длиной как у сердечника и нагревается в вакуумной печи до температуры растворения. Перед окончательной машинной обработкой заготовки закаляются и выдерживаются.
Наблюдения важных различий WA и DU позволяют выделить двукратно превосходящий модуль упругости WA над DU. Данная экстра жёсткость является преимуществом в пушке, где изгиб или дефекты ствола, могут представлять проблему, не поддерживая длинный сердечник. Тем не менее, предполагается, что низкий модуль DU, связанный с его низкой скоростью проведения волны напряжения, выступает главной причиной высокой бронепробиваемости.
Другим важным различием является чувствительность к скорости деформации DU по сравнению с WA. В то время как DU изменения прочности очень низкие, и в испытаниях на растяжение составляют 10-4/сек -10/сек; WA может проявлять 30% увеличение прочности. Хотя оба материала подвергаются температурному переходу, пластичность и жесткость WA в испытания при температуре ниже -45°C не проявляют таких значительных ухудшений как DU.
В последние пять лет произошли улучшения механических свойств вольфрамовых сплавов и сплавов обедненного урана. Традиционные диапазоны механических свойств представлены в таблице 3. Так как WA является композитом с металлической матрицей, для него можно предложить больше вариантов улучшения и культивирования механических свойств.

Таблица 3.
Вопрос массового производства сердечников из двух данных сплавов имеет как преимущества, так и недостатки (Таблица 4). Главным преимуществом WA является его способность совмещать высокую динамическую прочность с низкой температурной жесткостью. Это было доказано при апробации данных состояний в крупномасштабном производстве в условиях окружающей среды. Преимущества отчасти сглаживаются высокой начальной стоимостью вольфрама и «мифом» о его ограниченной доступности. В то время как стоимость рудника и очистка вольфрамовой руды, вследствие малой концентрации, является высокой, имеется изобилие свободных природных источников, более чем достаточных для удовлетворения проектировочным требованиям, включая и производство сердечников. Большинство из этих запасов находится в Северо-Западной Территории Канады. Однако, из-за низкого качества руды в США возможность производства в данной стране сводится к минимуму.
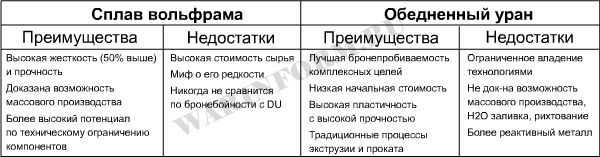
Таблица 4.
Каждый материал обладает исключительными критическими критериями производства (Таблица 5). Применительно к WA, требуется поддерживать очень узкий температурный диапазон в течение процесса спекания, кроме того, применяется холодная обработка штампов, и используются метод преобразования вольфрамовой руды в аммония паравольфрамат. Эти важные этапы успешно опробованы в производстве сердечников M735 WA; однако, они требуют постоянного и пристального внимания.
Таблица 5.
Производство U-3/4 Ti также имеет несколько важных шагов. Объем выпуска материала зависит от выбора экструзионного пресса или прокатного стана. Данное тяжелое оборудование, требующее крупных начальных вложений, делает неосуществимым дублирование систем. Большинство механических поломок может на неопределенное время вывести из строя производственные мощности.
Армейские нормативы для высококачественных, пластичных DU сердечников требуют большие объемные скважины для складирования материала после предшествующих мероприятий и концентрации, согласно суровым техническим условиям, которые предусматривают контроль за уровнем химических примесей, механическими свойствами и включает необходимость вакуумного смешивания и медленного охлаждения водой. Данные спецификации представляются осуществимыми в рамках приобретенного опыта, однако производственный процесс требует заботы и внимательности.
Стоимость 450 г гексафлюорида урана (UF4) варьирует от 0,125 до 2,5$, что определяется качеством, фирмой-продавцом, условиями закупок, средствами перевозки, условиями поставки. Вольфрамовый порошок, в эквивалентном состоянии (аммония паравольфрамат) обходится приблизительно 10-16$ за 450 г. Огромная разница в стоимости сырья наводит на мысль, что сопутствующие различия в издержках, очевидно, распространяются и на производство сердечников. Недавний опыт создания пенетраторов доказал ошибочность данного утверждения.
Прямое сравнение двух компонентов боеприпасов представляется сложной задачей, когда происходят многочисленные перемены во времени, в частности, правил, связанных с гипотетическими или актуальными закупками. С целью обсуждения данной проблемы потребовалось приобрести 500000 снарядов за более чем три года. Снаряд 105 мм XM774 использованный в качестве примера, с конца мая 1980 года фигурировал как основной боеприпас. Производилось сравнение трехлетнего опыта производства сердечников из вольфрамового сплава для M735 и влияние на него контракта за 1980-ый финансовый год на выпуск сердечников из обедненного урана для XM774.
Для демонстрации того, что разница стоимости WA и DU основывается на стоимости одного пенетратора, подчеркивалось три составляющие: стоимость единицы сердечника, стоимость поставленной единицы боеприпаса и стоимость единицы боеприпаса, который завершил свой жизненный цикл и подвергся демилитаризации (отбракован).
Используя выше описанные правила, была произведено сравнение стоимости компонентов (Таблица 6). Закупка DU сердечников обходится дешевле, чем для WA. Сердечник WA 137$ приблизительно на 77$ дороже пенетратора DU, который стоит 77$. Однако, когда данная разница расходуется на сборку снарядов, и производится транспортировка боеприпасов на поле боя, стоимость WA снаряда оказывается на 15% выше.
Таблица 6.
Когда рассматривается полный жизненный цикл снаряда, должна приниматься во внимания стоимость демилитаризации сердечников. Для DU боеприпаса демонтаж и удаление компонентов представлены затратами 1-3$, где повышенные значения определяются загрязнением обедненным ураном алюминиевого поддона, который требует очистки. Димилитаризация WA выгодна потому, что у него высокая стоимость лома. В конечном счете, при расчете всего жизненного цикла, общая стоимость WA версии оказывается на 1% выше снаряда с обедненным ураном.
Характеристики
Для осуждения данной части, характеристики рассматривались на основе устойчивости пушки и пробитию броневых целей. Оба материала обладали очень высокой плотностью и, в случае если, сердечники полностью соответствовали проектному соотношению длина/диаметр, оба обеспечивали эффективное пробитие толстой, комплексной брони.
Поведение и результирующие свойства двух материалов отчетливо различались и, по большей части, зависели от выбранной комбинации с соответствующими механическими свойствами. Благодаря своей низкой пластичности и повышенному модулю, вольфрамовый сердечник имел тенденцию ломаться на куски в носовой части или вдоль. Результатом повышения пластичности стержня является неэффективность пенетратора вследствие утолщения в носовой части и/или сильного изгибания. Целью является улучшение характеристик против специфических целей, и в качестве альтернативных путей выступает пара вариантов. Можно манипулировать механическими свойствами стержня, либо создать спереди стержня прекурсор, ослабитель, преференциальные борозды и т.д., стараясь минимизировать поломку сердечника.
Проблемы, связанные с поздним приложением данных модификаций, заключаются в оптимизации пробивного действия против специфических целей, что отражается в поиске компромиссного решения в отношении всех целей. С предоставлением множества рядов бронированных целей данная задача значительно усложняется.
Поведение DU пенетратора при пробитии броневого ряда существенно отличается от поведения вольфрамового аналога. Стержень из обедненного урана имеет тенденцию подвергаться абляции, проходя через броню. Его носик стирается на сравнительно тонкие участки, в то время как сам сердечник с эффективным фронтальным сечением продолжает движение. Хотя может наблюдаться незначительное изгибание стержня, продольный излом для него не характерен. Главными детерминантами поведения, присущего DU пенетратору, является высокая пластичность, высокая прочность и низкий модуль упругости (например, скорость звука).
Различия в характеристиках DU и WA сердечников показаны на рисунках 1, 2. Рисунок 1 сравнивает свойства двух материалов, когда происходили испытания с тяжелой одинарной целью НАТО (Heavy Single Target). Низкая предельная скорость приводит к повышению пробиваемости. График показывает, что преимущества DU не выражены в случае, когда пенетратор обладает низкой плотностью, малой массой и длиной. Фактически, при данных условиях график представляет разброс точек, согласно которым вольфрамовый сердечник превосходит соперника. При повышении плотности материала сердечника и соотношения длина/диаметр версия DU становится намного более эффективна. Во время воспроизведения геометрии и материалов, свойственных пенетраторам от снарядов 105 мм XM833 и 120 мм XM829, превосходство DU становится значительным.
Рисунок1. Характеристика бронепробиваемости сердечников из двух материалов во время испытаний с тяжелой одинарной целью НАТО (Heavy Single Target).
Рисунок2. Характеристика бронепробиваемости сердечников из двух материалов во время испытаний с тяжелой тройной целью НАТО.
Данная тенденция сильнее выражена, когда ряды целей становятся более сложными. На рисунке 2 представлен тяжелый тройной ряд НАТО (NATO Heavy Triple), и показано, что, не смотря на материал или геометрию пенетратора, DU превосходит WA. Это заключение в равной степени справедливо в случае противостояния современным, специальным броневым целям.
Значимость различий проникающей способности сердечников может быть прослежена в таблице 1, в которой представлено эффективное расстояние снарядов XM833 и XM829, создаваемых из двух типов сердечников, для нескольких современных и теоретически вероятных советских танков. Не смотря на различия в эффективном расстоянии материалов в отношении традиционных целей, WA ещё обеспечивает должную эффективность. Однако, с усложнением целей его польза стремится к нулю.
——
Примечание:
Представленный текст является переводом статьи “A Comparison of the advantages and disadvantages of depleted uranium and tungsten alloy as penetrator materials” Tank Ammo Section Report №107, от июля 1986 года.
Ну прямо wikileaks.org какой-то!)))